Volfrámová el. E3 fialová
Volfrámová elektróda na zváranie metódou TIG.

Doprava ZDARMAuž od 160 €
Zváračky skladomExpresné vybavenie objednávok
Odborné poradenstvoodborní pracovníci Vám vždy poradia
Kamenné predajnekamenná predajňa v Detve
Volfrámová elektróda na zváranie metódou TIG.
Použitie
Volfrámové elektródy ABICOR BINZEL E3 dotované vzácnymi zeminami (zmesou kysličníkov) plne nahrádzajú už nedodávané elektródy typu WT s prísadou tória (červené). V porovnaní s thoriovanými elektródami nie sú elektródy E3 rádioaktívne, čo predstavuje výrazne menšiu záťaž pre zdravie zvárača a tiež pre životné prostredie. Beztóriové, nerádioaktívne elektródy sú použiteľné v celom výkonovom rozsahu na zváranie nelegovaných i vysokolegovaných ocelí, zliatin hliníka, titánu, niklu, medi a horčíka jednosmerným (DC) aj striedavým (AC) prúdom.
Vďaka svojim vynikajúcim zapaľovacím vlastnostiam sa elektródy E3 hodia aj pre automatizované procesy. V dôsledku nižšej teploty týchto elektród sa v porovnaní s thoriovanými elektródami zvyšuje ich prúdová zaťažiteľnosť a životnosť.
Viac informácií o rozdieloch vo volfrámových elektródach, ich použití, prúdovom zaťažení a tiež o ich brúsení získate v našich článkoch Druhy a použitie volfrámových elektród alebo Prečo a ako brúsiť volfrámové elektródy.
Vlastnosti
Typ elektródy: E3
Farba elektródy: Fialová (liala)
Zvárací prúd: AC, DC (-)
Dĺžka elektródy: 175 mm
Prednosti elektród E3
- Špička elektródy zostáva chladnejšia ako pri typoch legovaných tóriom.
- Vynikajúce zapaľovacie vlastnosti
- Stabilita oblúka
- Nízky opal
- Vyššia prúdová zaťažiteľnosť
- Nižšie opotrebenie špičky elektródy
- Zvýšená aplikačná flexibilita
Zníženie bezpečnostných rizík u elektród E3
Zvárač nie je vystavovaný rádioaktívnemu žiareniu alebo vdýchnutiu karcinogénneho tória (pri brúsení)
Nevyužiteľný zvyšok a odpad pri brúsení nie je ďalej nutné spracovávať ako nebezpečný odpad
Pri skladovaní a doprave nie sú potrebné žiadne zvláštne bezpečnostné opatrenia
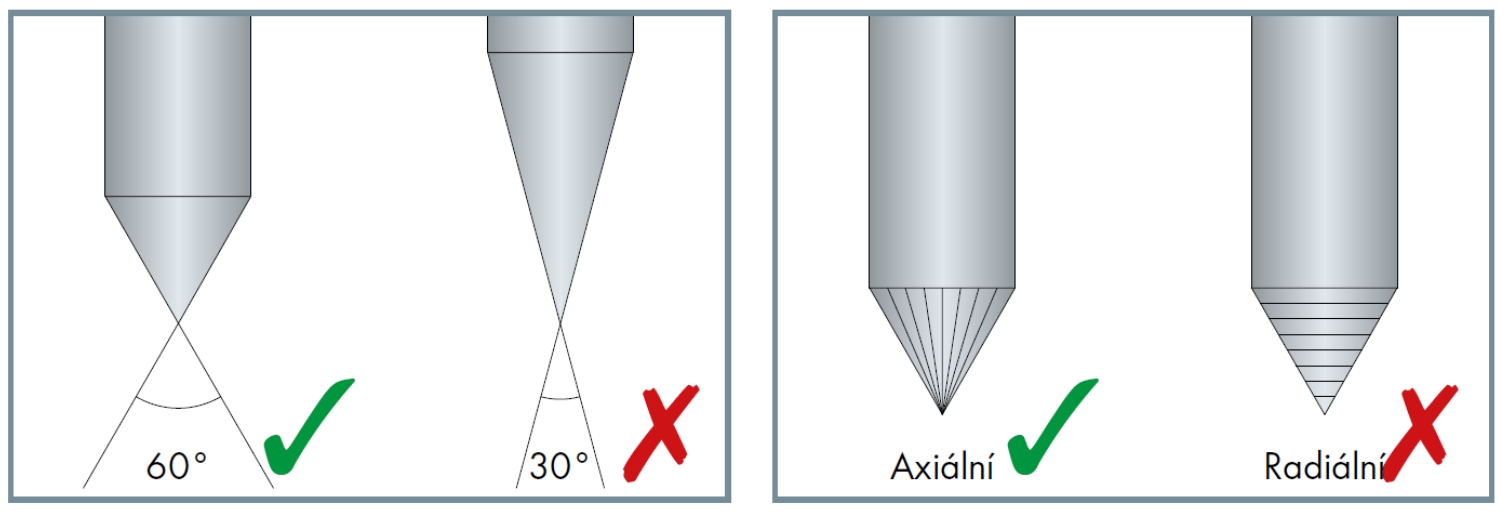
Odporúčania pre brúsenie elektród E3
Elektródy E3 vykazujú najlepšie výsledky, pokiaľ sú brúsené v uhle 60° a pokiaľ pracujú v odporúčanom prúdovom zaťažení. Prednosťou tohto uhla brúsenia je úzky tavný kúpeľ, vysoká kapacita prenosu prúdu a dlhšia životnosť elektródy.
Ostrejšie uhly brúsenia majú svoje opodstatnenie iba pri nižších prúdových hodnotách, ale v takom prípade skôr odporúčame zachovať uhol brúsenia 60 ° a zvoliť menší priemer elektródy.
Zároveň je striktne odporúčané - a to platí všeobecne pre všetky typy elektród - brúsiť elektródy v axiálnom smere, tzn. pozdĺžne k elektróde. Axiálny spôsob brúsenia zaručuje výborné zapaľovacie vlastnosti, stabilný oblúk, presnejšie zacielenie oblúka a umožňuje aj hlbší prievar.
Buďte prvý, kto napíše príspevok k tejto položke.